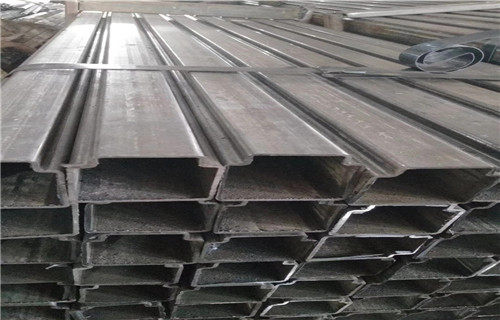
120*50*4Q355B方管扬州Q235B塔机方管汽车座椅
发布:2024/3/19 18:25:52 来源:wxztgy666
120*50*4Q355B方管扬州Q235B塔机方管汽车座椅
所谓冷拔方管。就是在不加热的情况下对金属方管共建用冷拔机拔长。优点是不用在高温下进行。缺点是残余应力较大。且不能拔得太长冷拔方管可提高韧性和抗拉强度得到较好的力学性能。冷拔(轧)不锈钢无缝方管流程:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热→矫直→水压试验(探伤)→标记→入库。冷拉方管冷拔方管的区别:冷拉方管和冷拔方管是金属冷的两种不同的方法。两者并非一个概念。


一般用一位阿拉伯数字表示平均含碳量(以千分之几计);当平均含碳量≥1.%时,用两位阿拉伯数字表示;当含碳量上限<.1%时,以“”表示含碳量;当含碳量上限≤.3%,>.1%时(超低碳),以“3”表示含碳量;当含碳量上限(≤.1%时极低碳),以“1”表示含碳量。含碳量没有规定下 ,采用阿拉伯数字表示含碳量的上限数字。合金元素含量表示方法同合金结构钢。:平均含碳量为.2%,含铬量为13%的不锈钢,其牌号表示为“2Cr13”;含碳量上限为.8%,平均含铬量为18%,含镍量为9%的铬镍不锈钢,其牌号表示为“Cr18Ni9”;含碳量上限为.12%,平均含铬量为17%的加硫易切削铬不锈钢,其牌号表示为“Y1Cr17”;平均含碳量为1.1%,含铬量为17%的高碳铬不锈钢,其牌号表示为“11Cr7”;含碳量上限为.3%,平均含铬量为19%,含镍量为1%的超低碳不锈钢,其牌号表示为“3Cr19Ni1”;含碳量上限为.1%,平均含铬量为19%,含镍量为11%的极低碳不锈钢,其牌号表示为“1Cr19Ni11”。
无锡征图钢业有限公司主要经营方管,前身无锡方管厂始建于2002年,是一家生产及销的公司,现有高频焊管机组1 材质方管及圆管,方管厚壁 的矩形管,公司拥有 的高频焊接生产线,新上热轧设备,产品持有ce认证,fpc认证,符合欧洲标准,销团定,以好的产品和真诚的服务,-限度满足用户需要。

热轧带钢机组轧制工艺具有一系列的优点。具有获得生产 管线钢的冶金工艺能力。例如。在输架上装有水冷却系统以加速冷却。这就允许使用低合金成分来达到特殊的强度等级和低温韧性。从而钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板。这也提高了螺旋焊管的可焊性。更需要说明的是。由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角)。而直缝钢管的钢板轧制方向垂直于钢管轴线方向。因而。螺旋焊管材料的抗裂性能优于直缝钢管。
无锡征图钢业有限公司立足诚信为本,依托雄厚实力,科学管理, 的营销理念和良好好的服务,合理的价格,大力推进不锈钢的剪切、、配送渠道。完全以客户为中心,以服务为钢材商和用户创一条畅通、快捷、安全、完善的销通道……
其抗回火稳定性和疲劳性都比5CrNiMo钢好,但塑性和冲击韧性比5CrNiMo钢低,但基本能满足要求,因此在大中型锻模中完全可以使用。高合金变形模具钢3Cr2W8V作为我国 典型和使用 广泛的高合金热变形模具钢,是Cr-W型系列的代表性钢种,被广泛用作热挤压模和Cu.A1合金的压铸模,这种钢热稳定性高,热强度好,使用温度达65℃,但导热性低,抗热疲劳性差,已逐渐被Cr-Mo系列热作模具钢所取代。
120*50*4Q355B方管扬州Q235B塔机方管汽车座椅
流量的偏差会产生冷热源近端的空调太凉或采暖不热的现象。不但不能保证使用的功能,还造成了能源上的浪费。解决水利失调的法加节流孔板在热力入口或空调靠近冷源环路的部分管段上增加节流孔板。采用这种法解决水力失调的前提是:水系统阻力计算准确、热力或空调末端流量不能发生变化。因此在末端流量变化时仍会造成水力失调及能源上的浪费。手动调节阀对大型空调系统而言,采用手动调节阀调节过程复杂,手动调节前端阀门,后端流量会受影响。
对于大中型铸件来说,铸型的周期一般以月为单位计算。由于采用计算机自动,PCM工艺的信息过程一般只需花费几个小时至几十个小时。所以从时间上来看,该工艺具有传统造型方法无法比拟的优越性。2成本低PCM工艺的自动化程度高,其设备一次性投资较大,其它生产条件如原砂、树脂等原材料的准备过程与传统的自硬树脂砂造型工艺相同。然而又由于它造型无需模样,对于一些大型、复杂铸件,模具的成本又较高,所以其收益是明显的。3一体化由于传统造型需要起模,因此一般要求沿铸件截面处(分型面)将其分,也就是采用分型造型。这样往往限制了铸件设计的自由度,某些表面和内腔复杂的铸型不得不采用多个分型面,使造型、合箱装配过程的难度大大增加,分型造型使铸件产生“飞边”,导致机量增大。PCM工艺采用离散/堆积成形原理,没有起模过程,所以分型面的设计并不是主要障碍。分型面的设计甚至可以根据需要不设置在铸件的截面处,而是设在铸件的非关键部位,对于某些铸件,完全可以采用一体化方法,即上下型同时成形。
最新内容
推荐信息
其他信息