衢州400*150*6Q355B方管门窗装饰T690方矩管Q345b低合金方管
发布:2023/3/27 17:39:40 来源:wxztgy666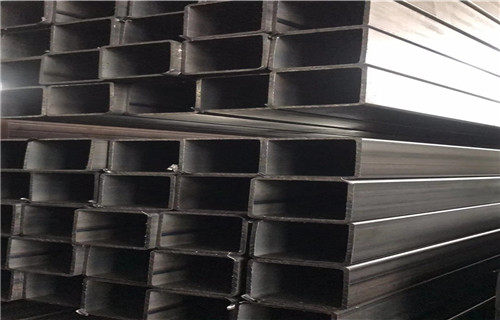

转速为29r/min,接触应力5292MPa,试验温度为25℃,用45润滑油润滑高温弯曲疲劳极限热工艺试验温/℃óbb/MPa循环次数/次11℃油淬,5℃回火4次,每次2H45588.4>17高温硬度及1H高温保持后,再次加热的高温硬度热工艺HRC测 4Mo4高温不锈轴承钢室温及高温力学性能室温力学性能热工艺抗拉强度ób/MPa断后伸长率ó5(% 曲疲劳极限热工艺温度/℃ó-1/MPa11℃油淬,5℃回火4次,每次回火1H41高温接触疲劳寿命热工艺转动次数/次(5%破坏率)112℃油淬,-76℃冷,52℃回火4次,每次回火2H6.5*15注:在ZYS-7型高温接触疲劳试验机上进行试验,转速29r/min,接触应力在4MPa,用429润滑油润滑,试验温度为2℃GCrSiWV(GCr15SiWV)中温轴承钢室温及高温力学性能室温力学性能热工艺ób/MPaós/MPaó5(%) 淬,3℃回火2H,空冷62HRC高温力学性能热工艺试验温度/℃硬度HRCAk/J87~89℃油淬 耗性能热工艺硬度HRC磨损量/mg上试样下试样8 :在MN型磨损试验机上进行试验。
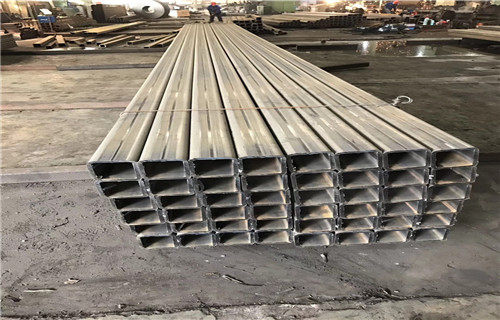
无锡征图钢业有限公司主要经营方管,前身无锡方管厂始建于2002年,是一家生产及销的公司,现有高频焊管机组12台设备。我公司主要生产q235方管/q345b材质方管 ,公司拥有 的高频焊接生产线,新上热轧设备,产品持有ce认证,fpc认证,符合欧洲标准,销团定,以好的产品和真诚的服务,-限度满足用户需要。
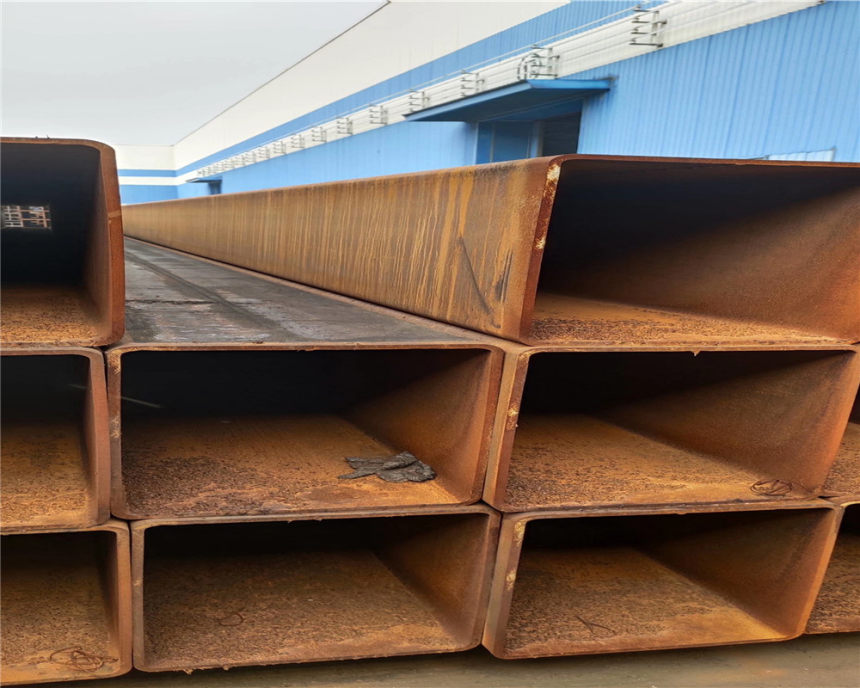
螺旋矩形管在生产时。错边时有发生。其影响因素很多。在生产实践中。往往由干错边超差而使矩形管降级。因此分析螺旋矩形管错边产生的原因及其预防措施是很有必要的。一、钢带的镰弯是造成矩形管错边的主要因素。在螺旋矩形管成型中。钢带的镰弯会不断地改变成型角。导致焊缝间隙变化。从而产生缝。错边甚至搭边。严重影响了矩形管的质量。故观测钢带卷卷后的镰弯情况。通过控制立辊使圆盘剪能切除部分镰弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰弯产生错边的有效法。
无锡征图钢业有限公司立足诚信为本,依托雄厚实力,科学管理, 的营销理念和良好好的服务,合理的价格,大力推进不锈钢的剪切、、配送渠道。完全以客户为中心,以服务为钢材商和用户创一条畅通、快捷、安全、完善的销通道……
工业用离心分离机的分离因数一般为1~2,超速管式分离机的分离因数可高达62,分析用超速分离机的分离因数达61。决定离心分离机能力的另一因素是转鼓的工作面积,工作面积大能力也大。选择离心机须根据悬浮液(或乳浊液)中固体颗粒的大小和浓度、固体与液体(或两种液体)的密度差、液体粘度、滤渣(或沉渣)的特性,以及分离的要求等进行综合分析,满足对滤渣(沉渣)含湿量和滤液(分离液)澄清度的要求,初步选择采用哪一类离心分离机。
5B方管门窗装饰T690方矩管Q345b低合金方管
在对热浸镀锌板或铝板作磷化时还常添加游离或络合的氟化物。图1是使用不同的磷化工艺所生成的各种磷酸盐晶体。所谓磷化是指金属表面与含磷酸二氢盐的酸性溶液接触,发生化学反应而在金属表面生成稳定的不溶性的无机化合物膜层的一种表面的化学方法。所形成的膜称为磷化膜。它的成膜机理为:(以锌系为例)a)金属的溶解过程当金属浸入磷化液中时,先与磷化液中的磷酸作用,生成一代磷酸铁,并有大量的 析出。其化学反应为;Fe+2H3PO4=Fe(H2PO4)2+H2↑上式表明,磷化始时,仅有金属的溶解,而无膜生成。
轮廓尺寸为3xl5Ox3Omm,壁厚1.5mm,局部约14mm,铸件内外有多个凸台、凹槽,尺寸精度为CT5,1%磁粉、局部x探伤检查,其结构工艺性差(压蜡模具由客户)。1铸件壁薄且长虽然熔模铸造因型壳内表面光洁、干燥,并且一般为热型壳浇注而允许壁厚设计较薄,但是该铸件处为1.5mrn/单边,并且长达3mm,使得充型困难;同时由于壁厚无过渡设计,造成整体凝固(即糊状凝固),不利于浇注补缩系统对铸件进行补缩,给促成理想的定向凝固或同时凝固带来了难度。2结构复杂从图3上看,该管铸件内部侧凹多,即芯子数量多,抽芯难度大;并且孔的深度长为275mm,也加大了抽芯难度和涂料制壳时倒料撒砂的难度,并且易产生内壁鼓瘪等铸造缺陷。经小且深度深内径处为25ram,处为6.5mm,虽为通孔,但是深度在15~275mm之间,给抽芯和涂料、制壳(倒料撒砂)造成困难,易产生内壁鼓瘪铸造缺陷;而且由于内径的涂料、撒砂层数减少,致使模壳强度降低而导致壳变;同时在制模过程中,由于模料挤压作用,而导致尿素芯子偏离,即产生蜡模壁厚不均而报废。
最新内容
推荐信息
其他信息