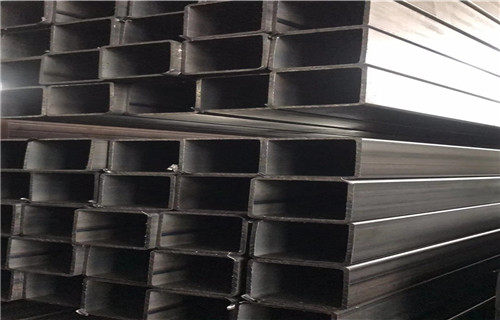
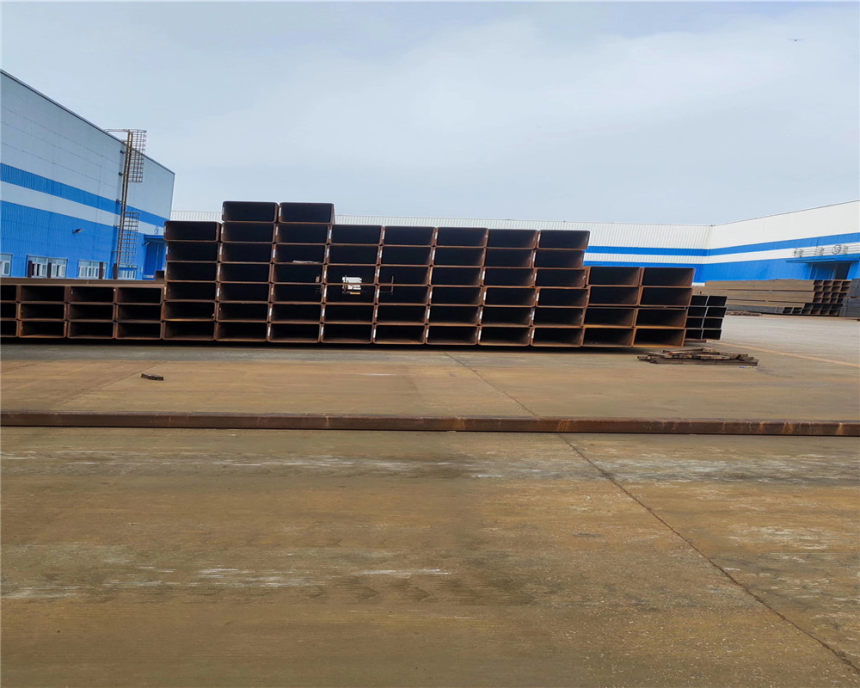
黄冈无缝方管可定尺定做矩形方管228.6*228.6*9.5质量好
发布:2024/2/26 5:05:39 来源:wxztgy666黄冈无缝方管可

一切检查妥当后要进行试车。然后悬空钻头,利用钻头静止不动的位置,找出所打井孔的中心点。以中心点为圆心,挖井口,必要时抗筒。在和钻进过程中,保持滑车、转盘、井孔三者的中心点垂直成线。3根据管井的设计、施工要求和水文地质情况等,确定好井孔径和孔深。2终孔直径一般要比使用井管的处径大2毫米以上,孔应圆整、垂直。直径偏差不得超过2毫米。3在钻孔时应及时取样并好编录工作,每次取样数量不小于2公斤,非含水层每3米取样一次,含水层每2米取样一次,含水层每2米取样一次,变层加取一次。

无锡征图钢业有限公司
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
黄冈无缝方管可定尺矩形方管228.6*228.6*9.5质量好
轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。轧硬卷重一般在6~13.5吨,钢卷在常温下,对热轧酸洗卷进行连续轧制。内径为61mm。产品特点:因为没有经过退火,其硬度很高(HRB大于9),机械性能极差,只能进行简单的有方向性的小于9度的折弯(垂直于卷取方向)。简单点儿来说,一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块)精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
六是第三季度方管需求有望改善。上半年,七大类重大工程包已工300个项目,累计完成投资3.29万亿元。而从相关相关部委下属研究部门了解到,10个工程包可能撬动的总投资将接近15万亿元。第三季度,各项稳增长逐步进入发力和显效阶段,势必使得第三季度包括不锈钢材在内的国内钢材需求获得稳定环境。方管均价上升趋势放缓,昨日只上扬9元/吨至2280元/吨,其中、天津地区暂无变化,北京下浮9元/吨。从钢厂利润来看,刘 49元/吨不等,钢坯、螺纹、线材亏损从前期的199元/吨多缩减到99元/吨以内,部分成本控制好的企业已经小幅盈利。因为线螺的大幅反(目前华东螺纹以及山西线材都已反200元/吨以上),华东、山东、山西、唐山部分钢厂都计划或者已经始复产,复产的原因主要包括大幅减亏、换金流、占领市场份额以及工人安置的需要,当前维持现金流保障实体运转的意义远大于对利润的追求。不过,考虑到北京9月影响以及环保需要,7月底到9-8月初京津冀地区行政性减停产面积加大,并且包括一些大型卷板钢厂,在一定程度上能冲抵其他区域钢厂复产的影响。
(2)模具结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大模具要掌握变形规律,预留余量,对于大型、精密复杂模具可采用组合结构。
(3)精密复杂模具要进行预先热,消除机械过程中产生的残余应力。
(4)合理选择加热温度,控制加热速度,对于精密复杂模具可采取缓慢加热、预热和其他均衡加热的方法来减少模具热变形。
(5)在保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。
(6)对精密复杂模具,在条件许可的情况下,尽量采用真空加热淬火和淬火后的深冷。
(7)对一些精密复杂的模具可采用预先热、时效热、调质氮化热来控制模具的精度。
(8)在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。
另外,正确的热工艺操作(如堵孔、绑孔、机械固定、适宜的加热方法、正确选择模具的冷却方向和在冷却介质中的运动方向等)和合理的回火热工艺也是减少精密复杂模具变形的有效措施。
要求熔透和部分熔透的角焊缝焊前还必须碳刨清根。每个工位配备,一台多用途、高性能的焊接电源,带回转悬臂的送丝机构,独立的行车,加上工作台,和一系列打磨、切割、碳刨和装配工具,每个工位就是一个多功能装焊工作站。富氩保护气体气体保护焊是轻钢薄板结构的焊接方法。为进一步提率,改善焊缝成型质量,博思格建筑系统(巴特勒)采用了氩气含量高达9%以上的富氩混合气体保护,进一步减少了焊接飞溅,且降低了射流过渡的临界电流,可在不太大的焊接电流下,实现无飞溅的射流熔滴过渡,获得更高的熔敷速度,更好的焊缝质量。
当齿轮的啮合表面磨损时,应用油石将磨损所产生的毛去掉;同时,调换齿轮的啮合方位,使原来不啮合工作的齿形表面进行啮合工作,这样不仅能保证其原有的工作性能,还能延长齿轮的工作寿命。泵体泵体的磨损,主要在内腔与齿轮项圆相接触的那一面,且多发生在吸油侧。如果泵体属于对称型,可将泵体翻转8度后再用;如果泵体属于非对称型,则需采用电镀青铜合金工艺或电刷镀的方法修复泵体内腔孔的磨损部位。轴承座圈轴承座圈的磨损一般在与齿轮接触的那一端面和与滚针接触的内孔上。
最新内容
推荐信息
其他信息